

Came in today to receive a nice email from the crankshaft vendor of choice, David at Marine Crankshaft, Inc. He had reviewed my drawings and requests and agreed to take on the process of turning a rough-machined crankshaft blank into a ready-to-use part.
The plan is to use 5 1/2″ diameter 4340 vacuum melt material from Yarde Metals in a normalized and tempered state (Rc28-34 for you techies) which will be machined in the lathe and mill, leaving adequate stock on all bearing surfaces. The process will be very much like the process used for the V4 engine detailed here, here, here, here, and here, but with bigger, more rigid machine tools. I’ll then send the crank to Marine where they will heat treat, finish grind, detail oil holes, superfinish, then plasma nitride as the final step. This will produce a crankshaft with extremely fine bearing journal finish, strong and ductile core section properties, harder/stronger shell properties, and an extremely hard and lubricious plasma nitrided final surface. The last truly beautiful crank I saw was a Rick Schell Stage 4 crank for a TZ250. It was so gorgeous you didn’t want to put it inside crankcases. I am hoping the Hypermono crank will elicit similar feelings.
The main dimensions of the crank (journals diameters, stroke) were retained from the Ducati part to make bearing sourcing a simple proposition but the other proportions were made to match the new single cylinder application. The resulting design is short and rigid, two nice adjectives to use for a crankshaft.
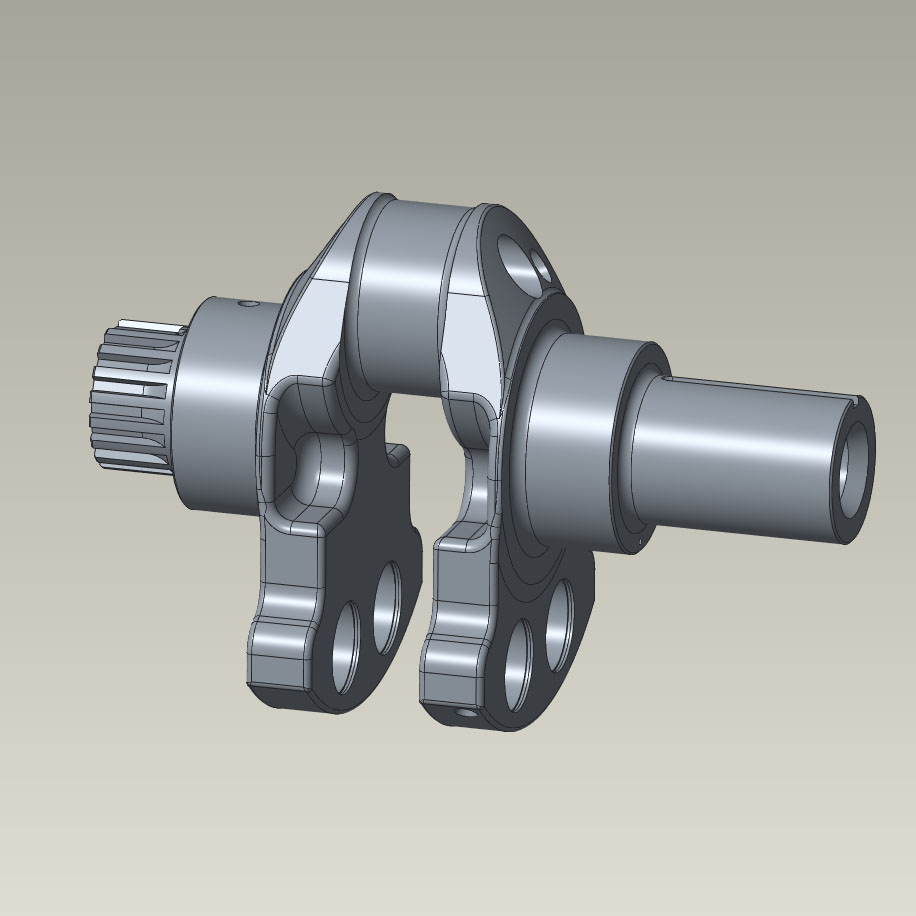
I used as many of the design tricks for a high performance crankshaft as possible, including hollow rod journal, large bearing fillet radii, and tungsten slugs for balancing.
Determining the optimum engine balance factor was not straightforward. The offset cylinder complicated the situation enough that a simple piston primary and secondary force analysis was not sufficient. Again I called on the help of Tony Foale to determine the best approach. One of his papers on engine balance and his basic engine balance software were a good starting place.
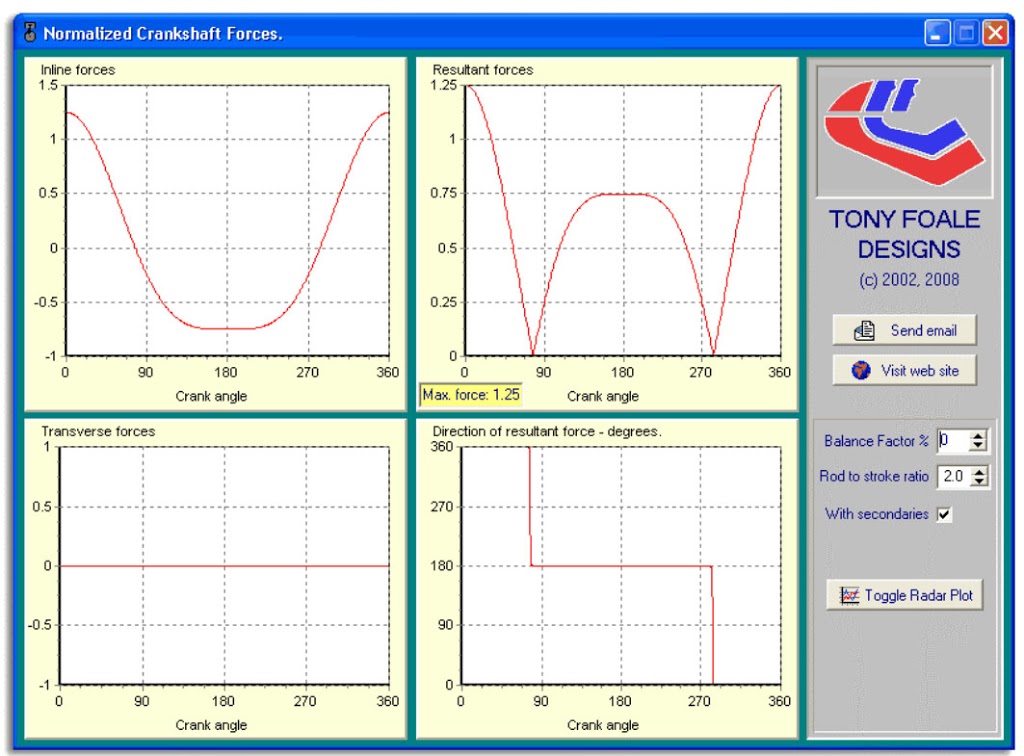
Digging into his big bag of software tricks he was able to modify an existing program to take into account not only the basic piston primary and secondary forces, but the relative positions of the crank, piston axis, and counterbalance shaft. He ran a few optimization studies and the results started flowing. For a basic analysis a 50% balance factor on the crank and 50% on the counterbalance shaft produces the lowest overall engine vibration levels. The optimized result was a few percent different than the basic simulation and, just as important, the balance weights are optimally not 180 from the throw, again off by a few degrees. Even though 50/50 and 180/180 would have been good enough and resulted in a smooth engine, if I am going to go through all this trouble, why not make the parts to the optimal values instead of approximate ones? There is no good answer not to!
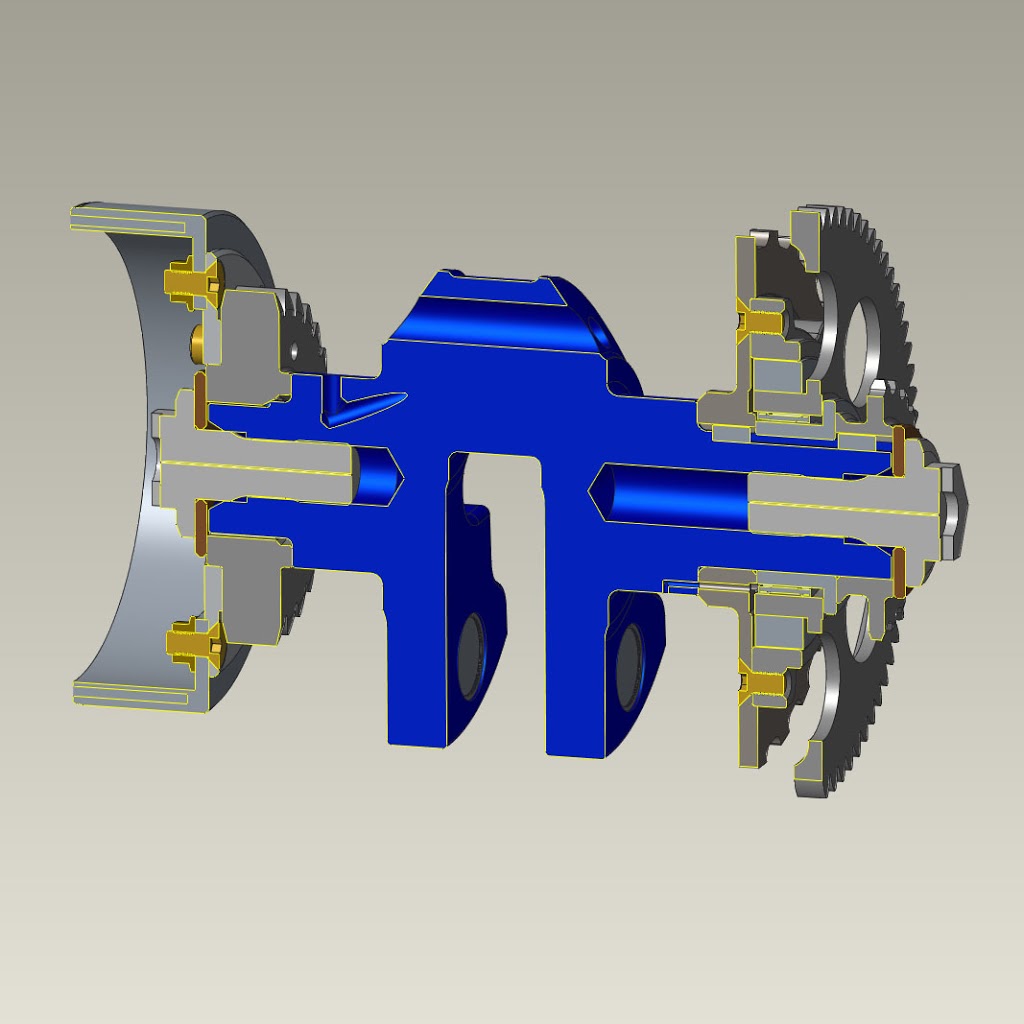
The crank assembly is configured a little different than most crankshafts due to the idler gear being between the crankshaft and the clutch. This gives me the same radial room on both ends of the crank for components. As the design progressed and I shuffled components back and forth, the best overall layout ended up with the primary drive gear and generator on one end, and the timing wheel/starter clutch, starter gear, and cam drive sprocket on the other.
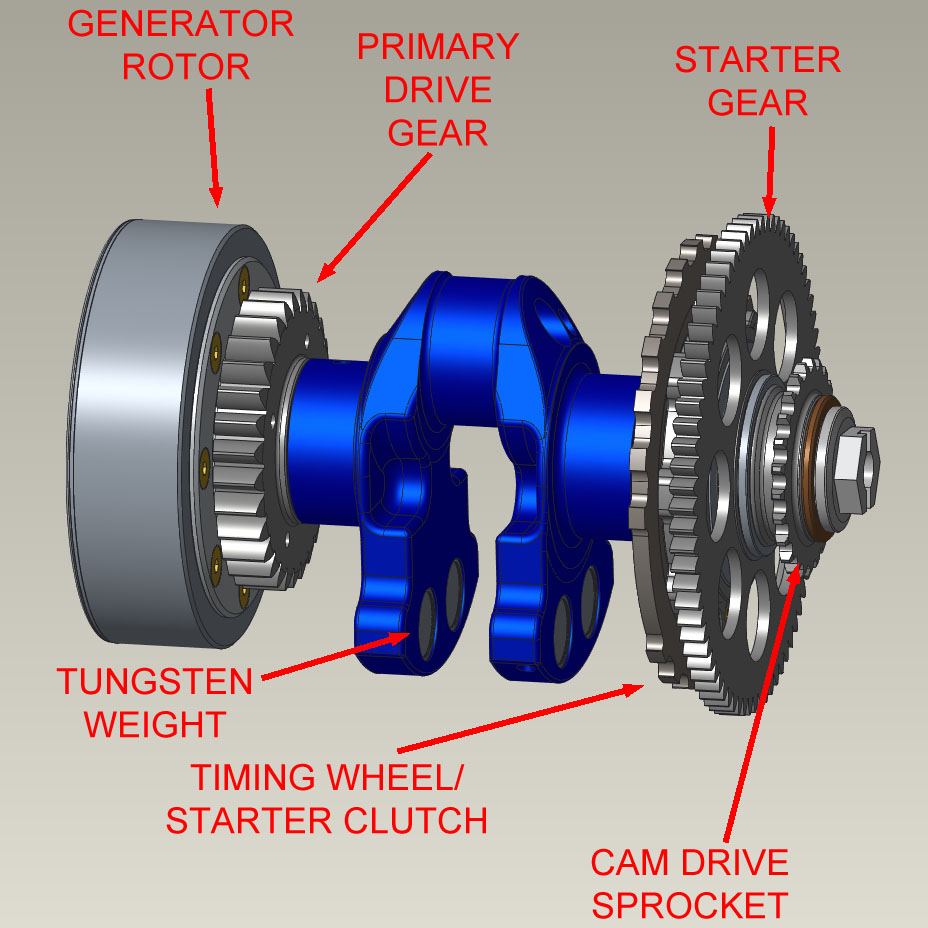
Most of these parts are Ducati OEM, no reason to reinvent the starter clutch or generator rotor.
Now that i have a definite path forward on all the outsourced components the last bits of material will be ordered, CAD files finalized and frozen, and toolpath generation started. Lots of clicking ahead for me in the next several weeks but after that, fabrication starts in earnest. That will produce much more exciting pictures and videos!
