

I am really starting to gain some momentum on the engine part of the project. Now that all the vendors for the various outsourcing needs have been contacted, parts and specifications discussed, quotes given, and deposits sent, the design really becomes frozen.
Crankcase and crankshaft posts will be coming shortly, this post deals with the engine side covers and oil sump for the semi-dry sump oiling system design. The parts themselves are pretty straightforward and will be sand cast in AZ91 Magnesium alloy and heat treated to a T6 specification.

Why magnesium and why cast, instead of the billet aluminum I do so often? Magnesium for weight and a nod to tradition, as the dark green Dow17 (or sometimes with gold paint) color is a traditional sign of a factory race engine. I am a factory and this is a race engine! Though it is not that strong, magnesium is very light, and for lightly loaded applications like engine covers, is a great, through pricey solution. Why cast and not billet? Pricing of magnesium billets for these parts is prohibitively expensive. In this case, casting is the ‘cost effective’ approach!
The process I am following is a very modern take on the ages-old sand casting technique. Most of the recent improvements in sand cast prototyping have been using 3D CAD to generate accurate models, then use 3D printers to quickly create low cost patterns that would be used to create the sand molds. The approach I am using goes one step further, the 3D CAD model is used to create a digital mold, that can then be printed directly in casting sand via very specialized (read expensive) 3d printing equipment.
These molds are being printed by Humtown Products, who provide pattern and moldmaking services using a variety of traditional and cutting edge technology. They use an ExOne 3D sand printer that has two refrigerator-sized printing tanks that can print sand molds over 6 feet long! Brandon from Humtown did the hand-holding with me to ensure the molds were prepared exactly as needed.
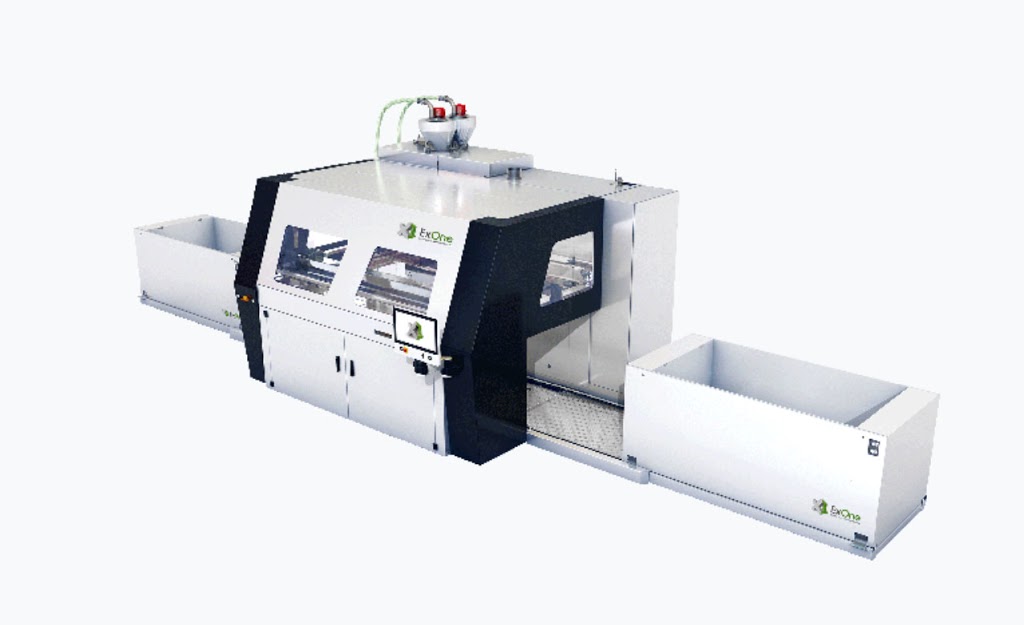
Imagine an inket printer crossed with a sandbox and you are not far away from this machine! A layer of sand is applied by a precision scraper, the printhead sweeps past and sprays a specialized adhesive on the areas that are to become the mold. It builds the part layer by layer (sound familiar?) and at the end the un-adhered sand is brushed away. A good video can be seen at here.
Since these molds will be poured with magnesium, they need a special treatment to prevent the reactive liquid metal with the surface sand of the mold. Potassium fluoroborate is mixed with the sand before printing to accomplish this.
These completed, treated 3D printed sand molds will be shipped to Curto-Ligonier Foundries Co. for the parts to be poured and heat treated to T6 condition. Curto has extensive experience with both aluminum and magnesium sand casting for both the aerospace and motorsports industries. They are not aware of it yet, but after this sub-project is successfully completed, I will spring my one-piece sand cast swingarm project on them! Curto have been very helpful with overall gating design assistance, not to mention dealing with someone that has as many questions as I do!
Now on to the meat of the post:
The Generator Side Engine Cover:
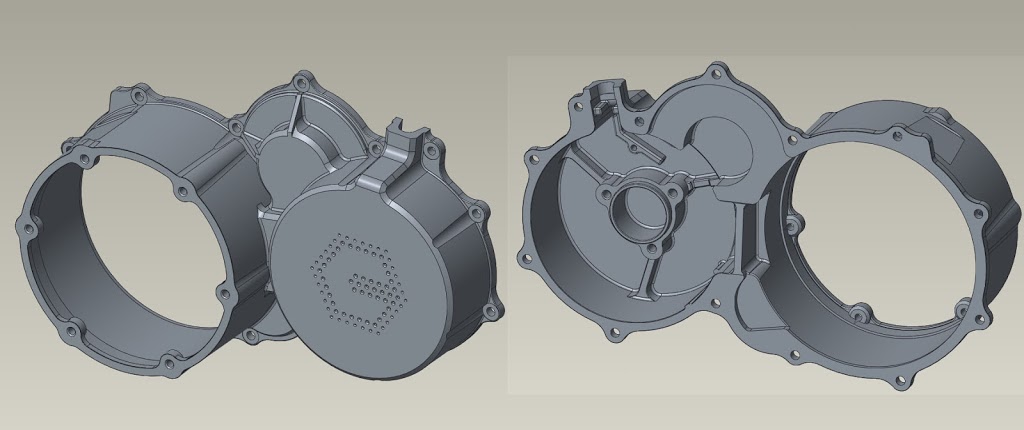
-covers the generator rotor, counterbalance shaft gear, and clutch
-mating surface for clutch pack access
-mount for generator stator and wire routing
Starter Side Engine Cover:
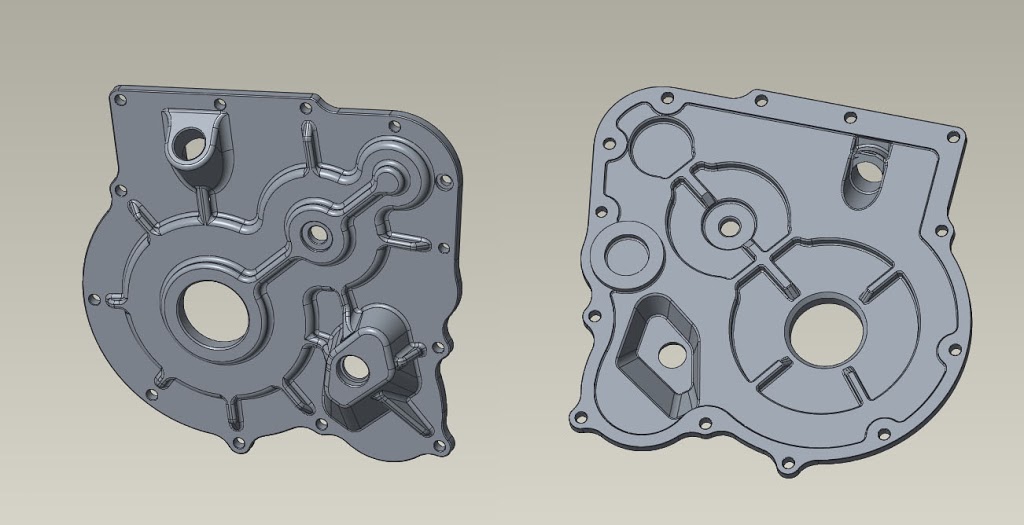
-covers starter geartrain, cam chain drive, and shift lever mechanism
-access port for crank
-oil fill
-outboard seal support for shift lever shaft
Oil Sump:
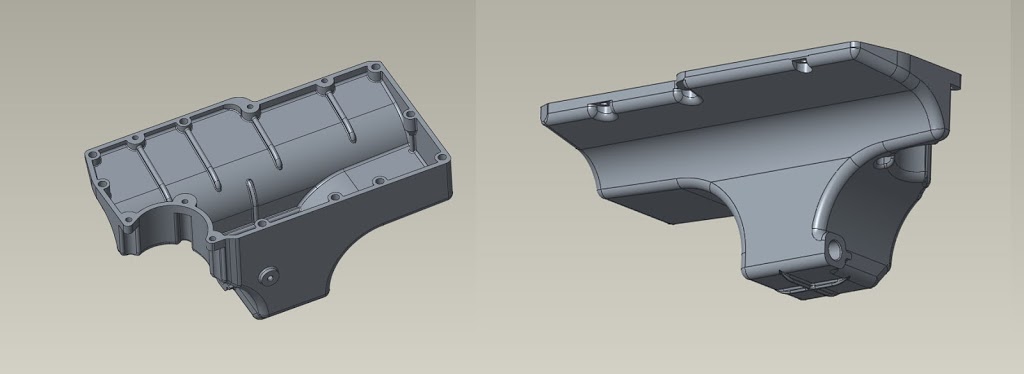
-main oil reservoir
-secondary support for electric water pump
The cope and drag halves of the molds were manually created by referencing the existing part geometry. The molds have pouring and riser openings in the top surface to ensure the parts fill and cool correctly without sink marks.
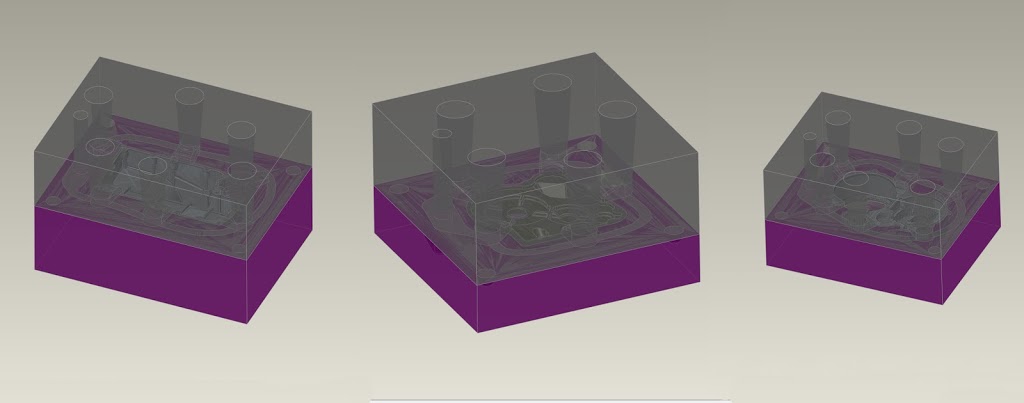
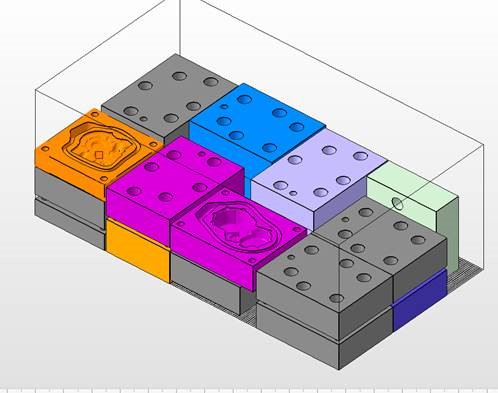
The molds are assembled like a Tetris game in the printer so that they can be made in the smallest vertical height to save both sand and printing time.
When printing is complete, the molds are cleaned, packed, and shipped off by truck to the foundry. I will ask Brandon form Humtown and Jovan from Curto to take many pictures of the process for the follow-up blog post. The printing should take a couple of weeks, and then a few more for pouring and heat treat, so hopefully in under 2 months we will all see a lot of pictures of perfectly filled cast magnesium parts!
Enough for 3 engines!
That’s it for now.
