
After a couple of long days and late nights machining non-motorcycle parts the lathe is open and I can run a test part of the first crankshaft program! I’m making the first part from some scrap 2024 aluminum to verify the program before using the more expensive and much harder to machine 4340 steel material.
The machining process will be:
- drill 60 degree center in outer end for tailstock support
- roughing the main profile
- finishing the main profile
- machining small undercuts on main profile
- machine center main bearing fearure
- remove as much conrod journal stock as possible
This is what the setup in the lathe looks like. As with the engine castings, we are at the limit of machine capacity but the part fits and that’s all that matters.

This is taken after the finishing of the main profile:

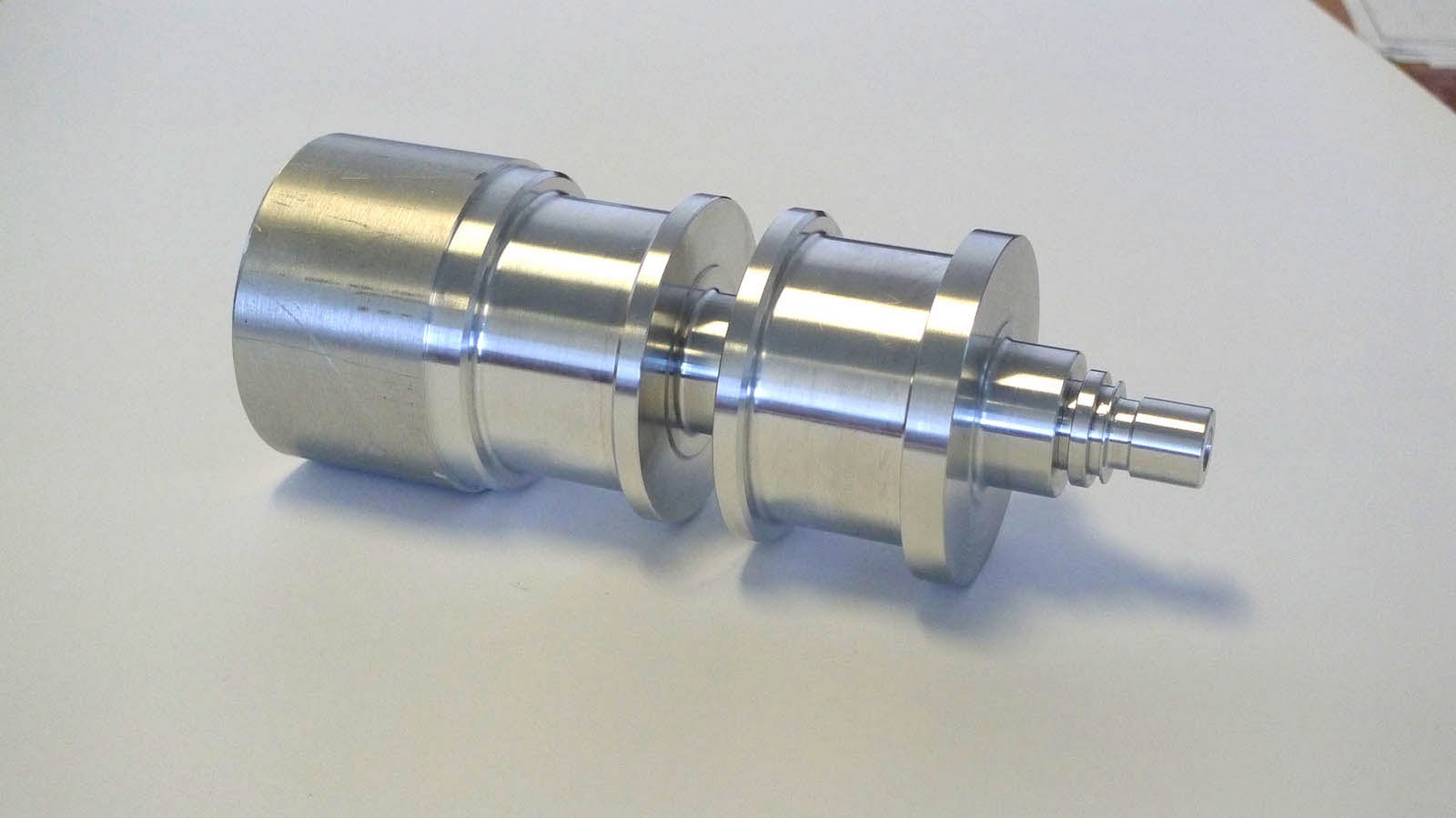
And this is taken after the program is complete:

Here’s some CAD vs reality for a comparison:


The aluminum version looks nice but would never be able to withstand the temperature and stress of operation. Next up is the 2nd machining operation that finishes the opposite end main bearing and tapered generator mount. After that operation the part will move to the mill for some 4 axis work on the conrod journals and camdrive sprocket teeth.
Until the next update……

{kind=link}
this is very interesting to follow, keep it up!
-seattle