
The first step in converting CAD to chips is to plan ahead, and it should happen very early in the design stages, otherwise you run the risk of having an unmachinable or hard to machine part. What we are doing here is step 2, converting 3D CAD to 2D CAD to G-code CAM. The 3D CAD provides complete surface information of the part. Since at this stage the part is a simple revolved shape, we can reduce it to a 2D profile and not lose any information about the shape. From this 2D profile the CAM software creates a series of 2 dimensional moves along the X axis (diameter) and Z axis (length of part) that create the part profile from solid bar using appropriate cutting speeds and feeds.
3D CAD:

2D CAD:
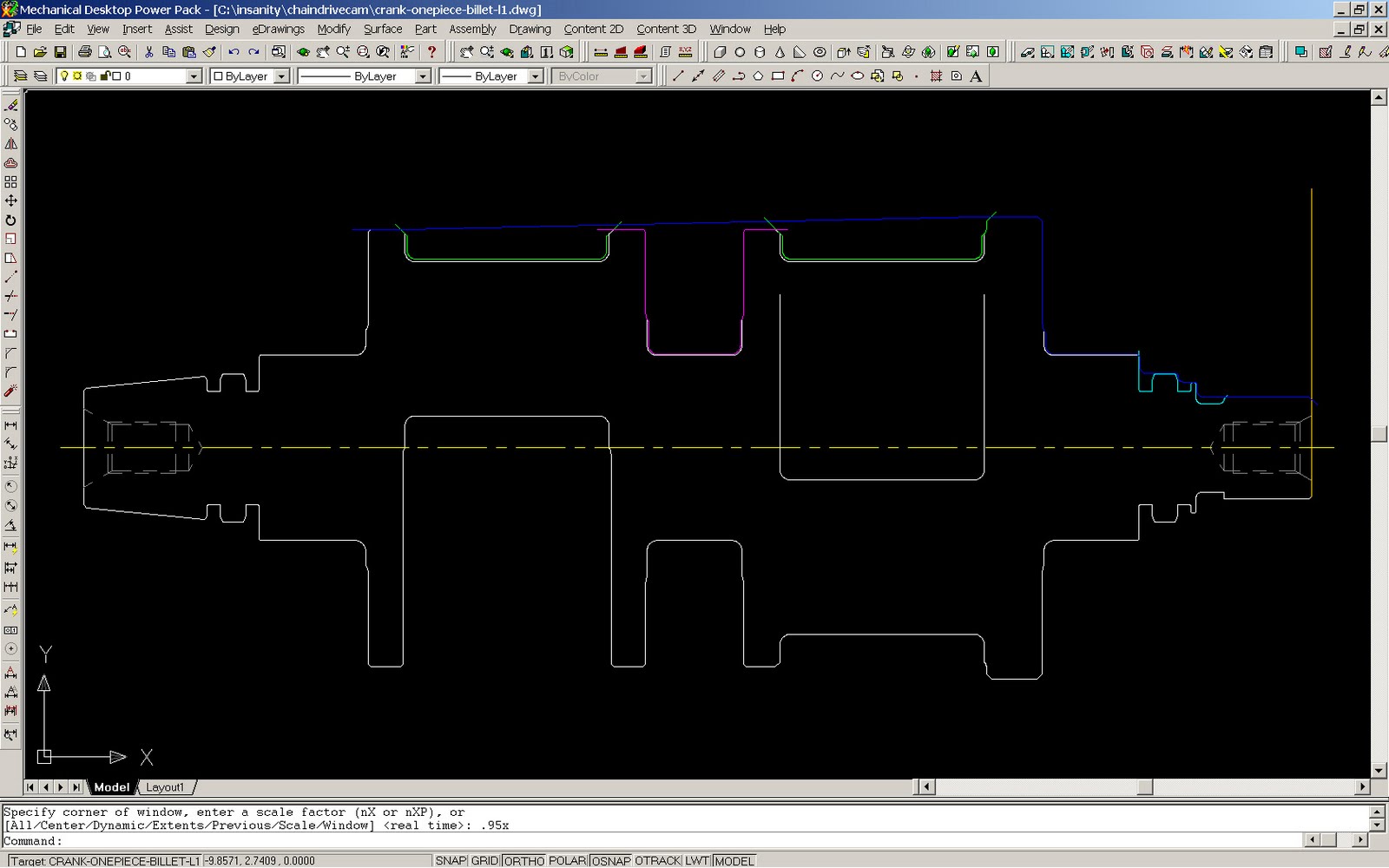
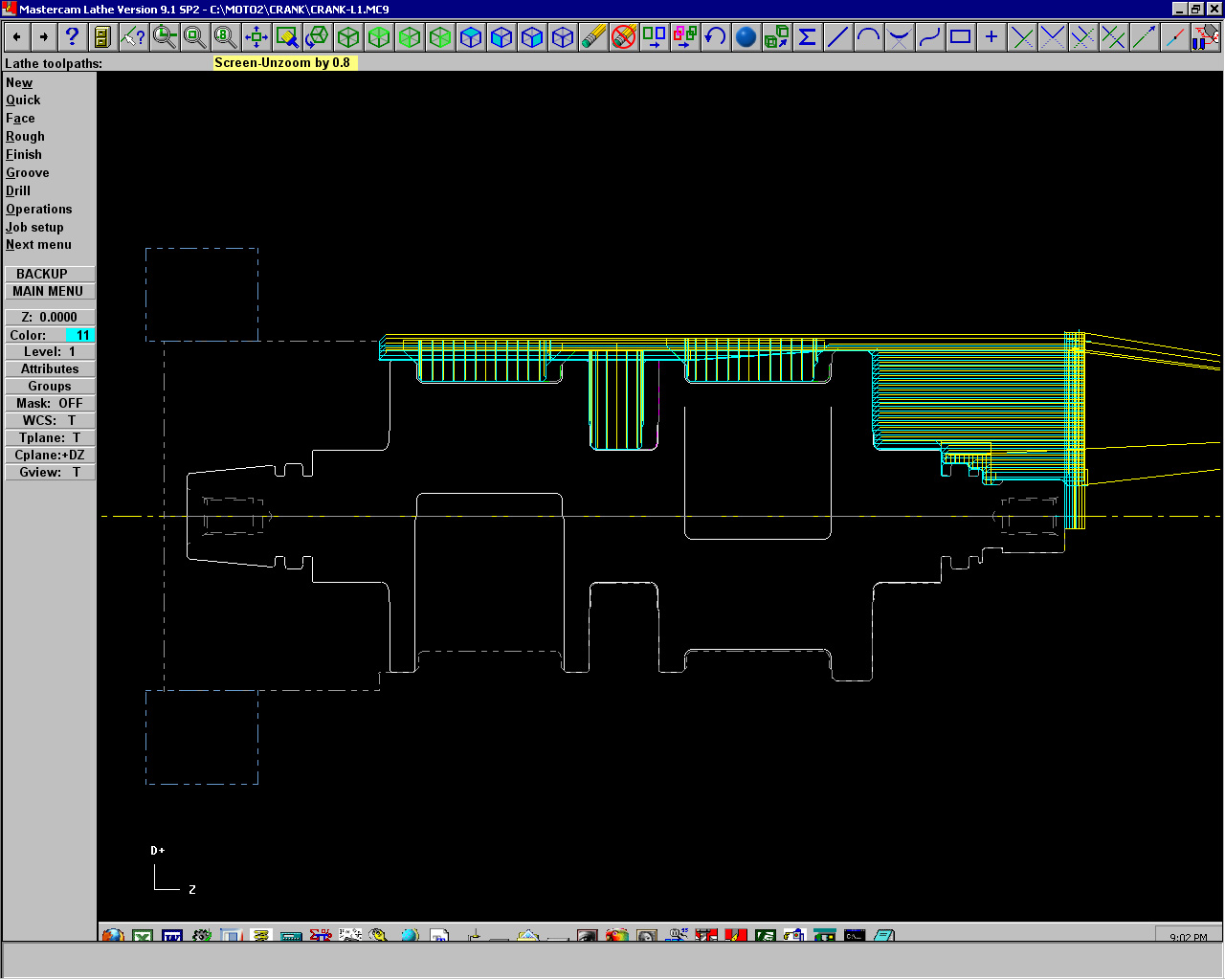
2D CAM:
Now we can go to the machine, which is currently busy…..

The CAM package is told the shape and position of the various tools needed to cut the part, it is told the shape of the part, and it is told the characteristics of the machine. Doing what computers do well, crunch numbers, it uses all of this hopefully accurate information to calculate the appropriate motions to generate the desired part profile. As with all computer programs, garbage in=garbage out, except instead of the BSOD or an inaccurate spreadsheet, you get twisted metal and a large repair bill. It is a very good incentive to make sure all the info input is correct and also carefully check the output. The output of this 2D CAM process is a text file in what machinists call a G-code format. A sample g-code file in a format usable by my Siemens control looks like this:
%MPF52
G70 G90 G40 G54
(TOP-CAP-3-rec2-rad PR=3.745 Z1=8.075 )
(T-2 O-6)
(DCGX IN SDJCR-123)
T02 D06
G0 X0.825 Z.5
Z0.
M3 S1000
G96 S1000
M8
G1 X-0.0357 F.005
G0 X0.6316 Z.155
G96 S1500
G1 Z-2.99 F.008
X0.6864
G0 Z.11
X0.5567
G1 Z-2.4417
X0.5625 Z-2.4475
G3 X0.57 Z-2.4656 B.0256
G1 Z-2.99
The format is relatively simple and once you have used it a bit reading it is pretty straightforward. The G-Code file is sent to the machine over the network and then after machine setup the program is run.
Once my current lathe job is complete the crank goes right in. I hope to have another blog update sometime this week.
