
Now that the engine case patterns are approved and the production order placed I can move on to the crankshaft.
It will be a 180 crank to exploit the reduced variations in reflected crankshaft inertia that this configuration provides, similar to Yamaha’s cross plane crank in the M1 Grand Prix bike and the R1 Super Bike.
I will be initially testing 2 different versions of the crank- one with pork chop counterweights and one with full circle counterweights. The main testing variable is the overall weight/inertia vs. aerodynamic efficiency of the 2 versions.
Full circle configuration: Pork Chop configuration:
Pork Chop configuration: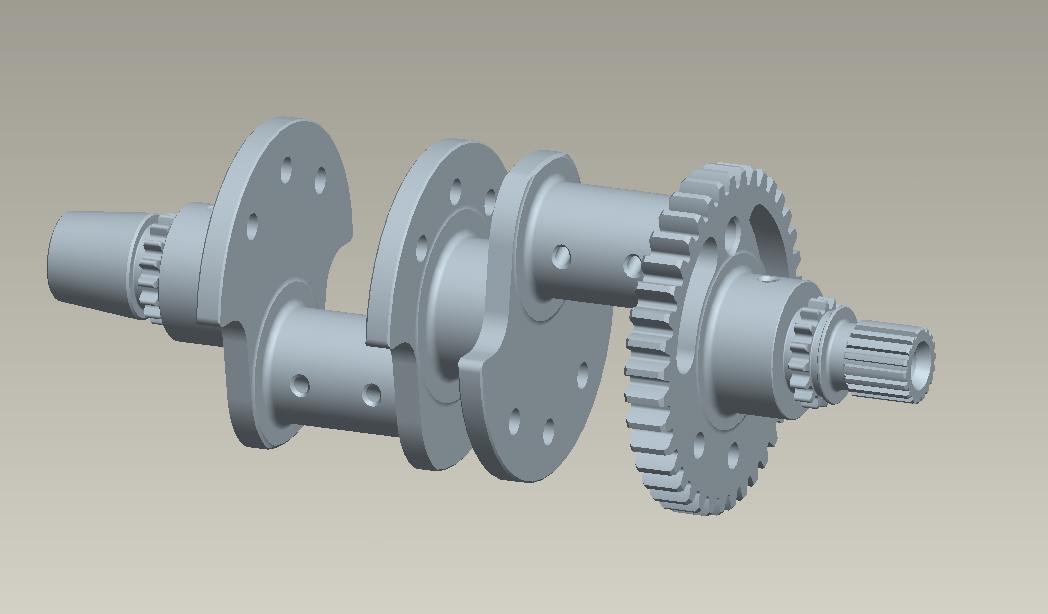
The manufacturing process will be as follows:
Material blank:
- 3 3/4″ diameter x 9.7″ long
- 4340 steel
- 28-32 Rockwell C hardness
In house:
- Machine crank on lathe in 2 steps blank leaving .01-.02 stock on surfaces to be ground.
- Mount lathe blank in mill 4th axis and rough machine crank throws
- Rough and finish machine the two silent chain cam drive sprockets with custom form end mill cutters.
Outsource:
- Hobbing of primary drive gear and starter clutch/crank sensor spline will be done by Eagle Machine, Inc. of British Columbia. They have experience to properly deail with custom low production crankshaft.
- Final Grinding of main and rod bearing surfaces will be done by Lopez Crank Shaft of Santa Fe, CA. They are another custom crank specialist and can provide the accuracy and surface finish needed.
- Plasma nitriding will be done by Accurate Ion Technologies, a specialist in steel hardening and advanced surface finishes. We are using plasma nitriding for it’s low process temperature that enables proper multilayer surface hardening of the part with no distortion.
- Once we get the part back from Accurate Ion it is ready for use.
The process will involve 2 lathe setups and one milling setup.
The lathe first lathe setup will hold a 3 3/4″ x 9.5″ long material blank in a 3 jaw chuck. we’ll machine one end of the crank, the middle main bearing journal, and various smaller features on one end of the part.
End of first lathe setup:
Once I finish some client lathe work currently running this is next in line. The next post will detail programming and cutting of this first lathe operation.
