
Over the past few days I was able to get more machine time in on the swingarm pivot plate. I made a lot of progress but didn’t quite finish up. For the first time in a while I had a couple of broken end mills slow progress down. The order of some roughing operations was incorrect and when you have a 1/2 end mill sticking out of the collet 2 1/2″ it doesn’t take much of an unmachined area to increase the chip load make the end mill snap like a twig.

The fracture surface is something I find interesting. These cutters are made from cemented tungsten carbide, an extremely hard material made by sintering extremely fine metal powders under high temp and pressure. The resulting material will quickly dull a common shop file and still retain an unblemished mirror finish. The only drawback, and is shared by many ultra high strength materials, is that it is brittle. You can load it agressively but not quickly. Unplanned high loads, say like plowing into an unmachined area, make the material behave more like glass than metal. You can see the fracture surface is extremely smooth and none of the tearing appears that is exhibited by most lower strength materials.

This clean fracture is an indication of high quality material. There is no bending or elongation with carbide. It’s all or nothing, and in this case, nothing. The good thing about mill tool breakages is that if you catch it before a toolchange then usually it’s nothing more than resetting the milling chuck with a new end mill. that’s what happened this time, no part damage, just a slight snap and then silence.
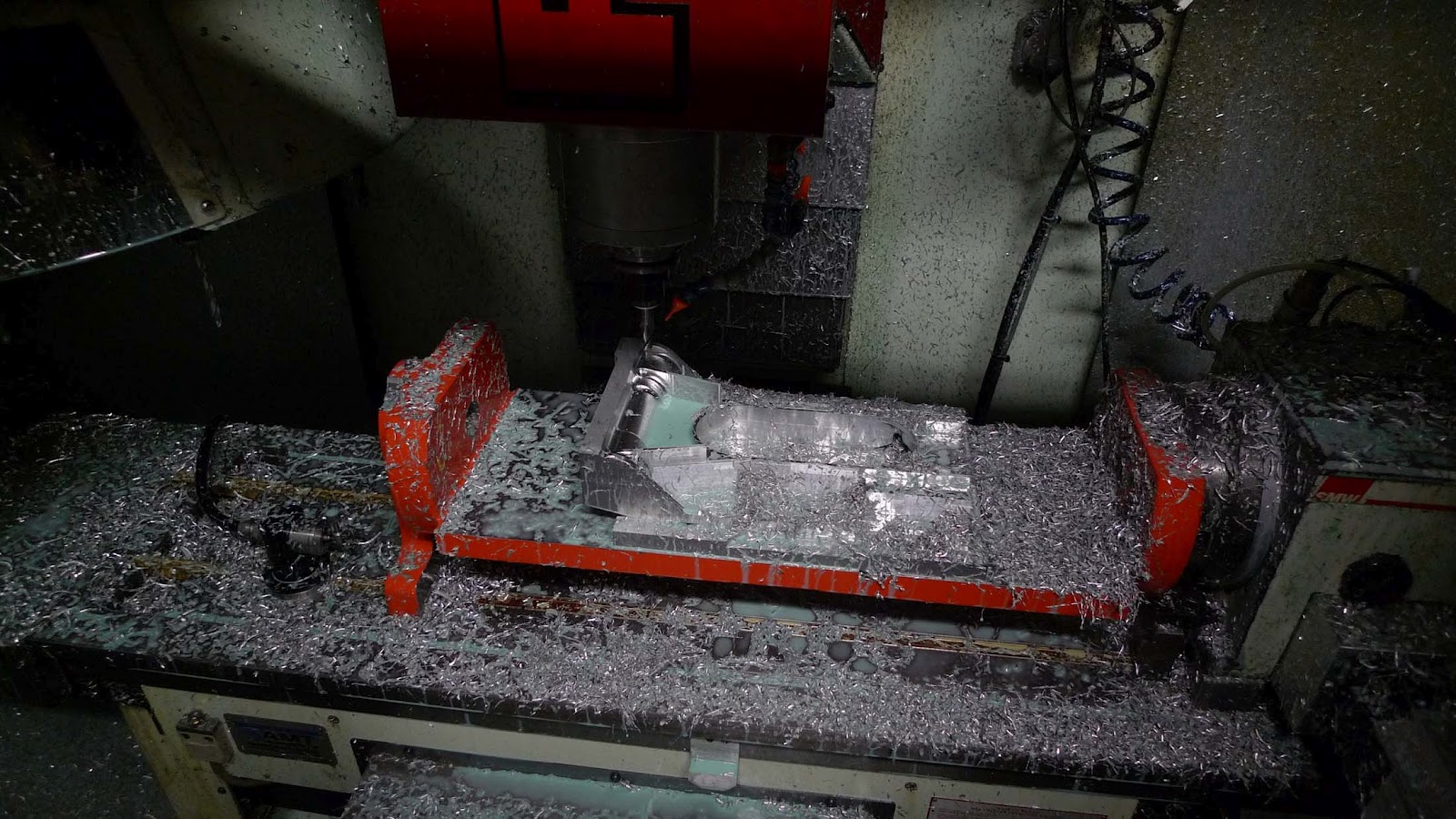
To rewind a bit to where we were at in the previous post, I had the part blank in its usual place on a subplate on the trunnion:

I then used that wonderful Ripper insert mill that was used on the TZ cases to do some serious roughing and break through to the shock pocket machined in the previous operation.

This left the part in a semi-recognizable state.

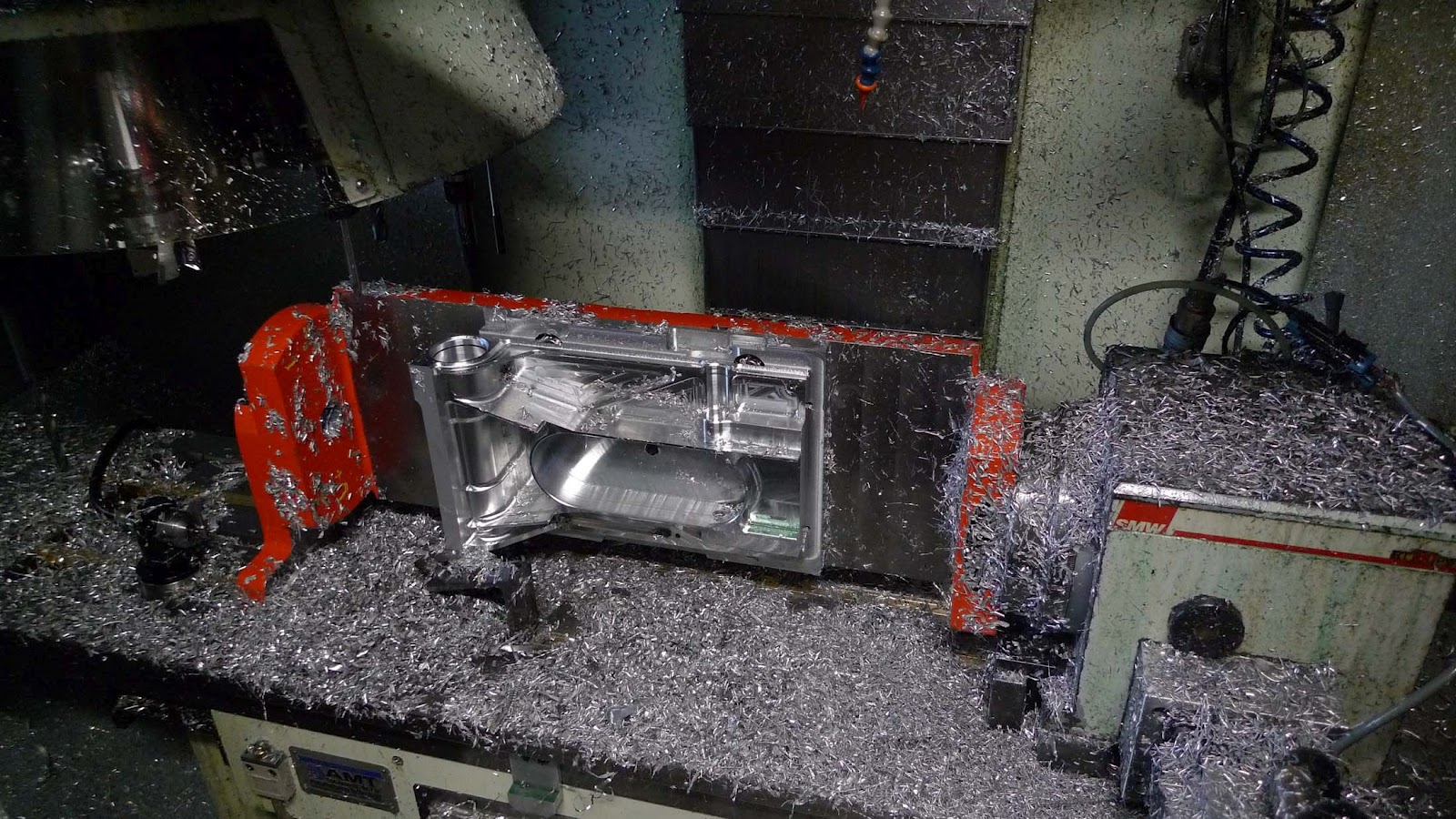
Then used a 1/2 ball end mill to surface machine the outside of the pivot bearing tunnel:
Then index the table 90 degrees and rough machined the bearing bores and finish machined some of the interlocking features that locate the aluminum sheet parts:

Which left the part in this state where I called it quits for the day:
The next step will be to break out the boring bars and machine the dual bearing bores on this side. Then I’ll spin the table again and machine the opposing side and the bearing bore for the dual needle bearings.
The pivot bearing arrangement is one that I thought was designed quite cleverly, then upon further research seemed to be the way most modern Japanese sportbikes are done! One major design constraint of the swingarm pivot is to keep the bearing diameter as small as possible in order to keep the sprocket to pivot distance as small as possible. This is desirable because it both reduces the variation in chain tension and allows for a longer swingarm for a given wheelbase, a rare win-win situation.

This pivot axis uses a dual needle roller bearing on the chain side because needle bearings are very low profile and can handle high radial loads. This allows me to keep the pivot close to the sprocket and withstand the considerable chain pull forces. However needle roller bearings no not provide any axial load capacity so something else needs to be done to keep the swingarm from flopping from side to side when the bike leans. On the side opposite to the sprocket there is some more room for a larger diameter bearing so that’s what I do. The double row ball bearing provides excellent axial load capacity when installed with a retaining ring and just to be safe on the radial load rating I tuck another needle roller bearing in next to it. There is a long hardened steel inner race that the needle bearings ride on and this inner race is clamped against the inner race of the ball bearing in order to provide a continuous inner stackup that can be torqued down against. This arrangment leads to a very rigid pivot joint, a desirable trait in any axis of motion. Of course, both sides are sealed in with low friction shaft seals. A dirty bearing is a horrible sight on a racebike.
Hopefully these features will be machined this weekend.
Chris

I would still prefer using the metal bearings.
babbit bearings
Then feel free to use them on any bike you design and fab from scratch.