
This installment covers the machining of the oil pump drive housing but first a little background on the oil pump/system design.
There are three main types of oil pumps to choose from: plunger style, spur gear style, and gerotor style. Plunger style pumps have been made obsolete by the improved gear and gerotor style pumps so will immediately be discarded. A couple of images showing the gear and gerotor style pumps can be found at this link. Since I’ve never designed an engine oiling system before I tried to find an expert to assist me. A few phone calls to some noted engine tuners all pointed to the same source: Marc Goulet. Marc, formerly of Nichols Portland and now at Melling Engine Parts, Inc., has extensive experience in designing performance engine oiling systems. He has done systems for various F1 cars and several MotoGP bikes, including the Ducati Desmosedici. Needless to say, this is the person I was looking for. Marc was extremely helpful, first educating me on some of the details of oiling system design, then critiquing my designs until we came up with a system he was happy with. His first recommendation was to go with the gerotor pump style. Less oil abuse and higher efficiency were all it took to convince me. There are a lot of details to be considered, some of which cannot be ignored under pain of complete oiling system failure, some of which when ignored result only in a slightly less efficient system. I wanted to cover all the bases: have a reliable and efficient oiling system that provides just enough cool, clean oil to all of the appropriate components while using a minimum of power. A design guide from Nichols Portland was a big help in getting the design in the ballpark. The guide is available online here if you fill out your personal information.
The first step was choosing an appropriately sized gerotor pair that had existing tooling. We were able to use one of Melling’s stock products as shown in the following photo:

After several revisions we had a system Marc was happy with: generously sized inlet porting to minimize filling resistance on the inlet side of the pump, appropriate porting and venting to prevent unbalanced operation, and a large and strategically located bypass valve to reduce unnecessary pumping losses. Now that I had a good design, it needed to be fabricated.
Half of the pump housing and port geometry was located in the girdle casting as shown in the following picture:
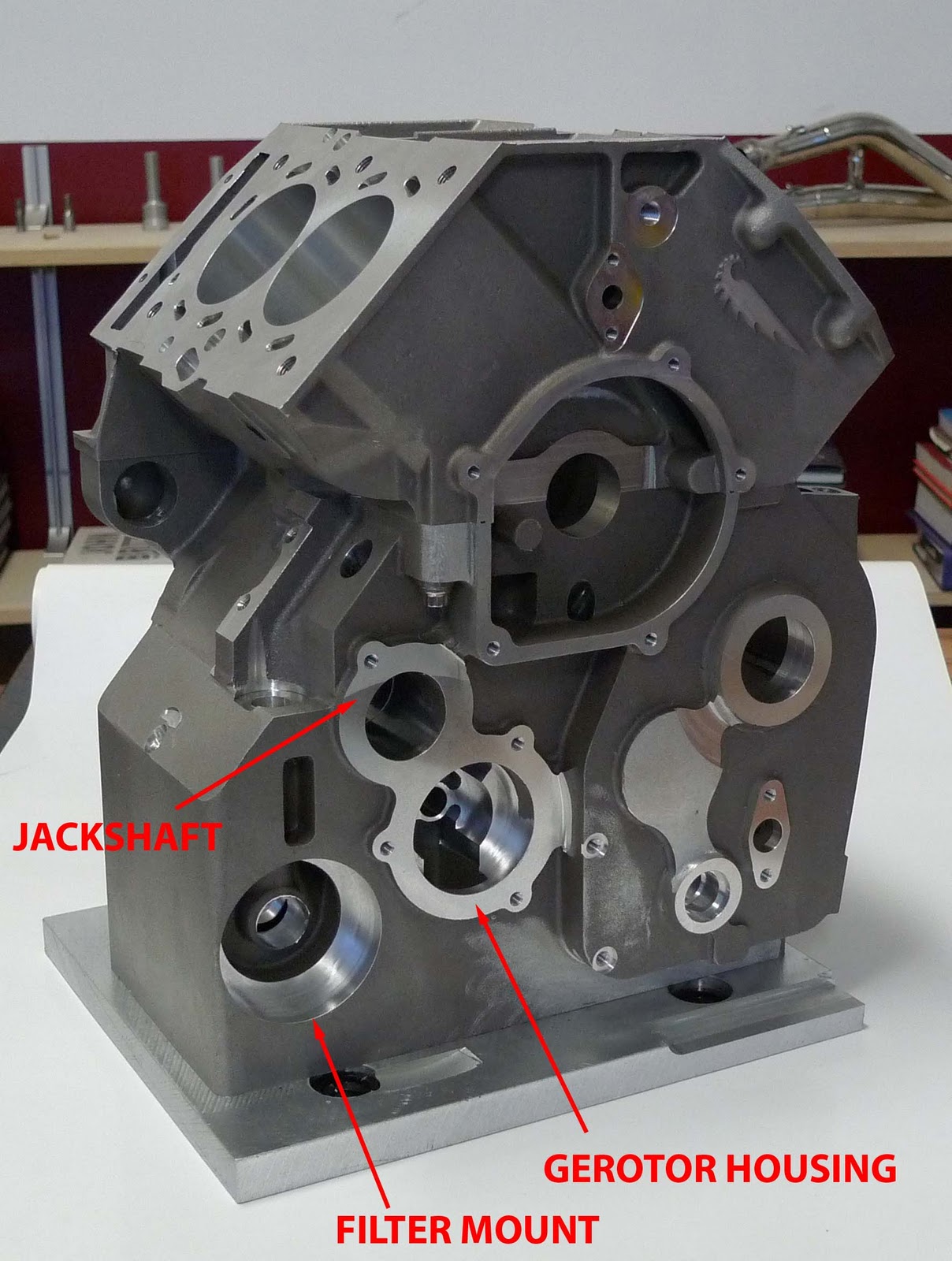
The gerotor outer rotor sits in the main pocket and the inner rotor is eccentrically mounted and driven by a gear reduced shaft from the primary drive gear. The machining of this has already been reviewed so we will move on to the cover plate machining. The cover plate serves several functions: it has half of the inlet porting, outlet shadow porting, outboard drive shaft bearing support, and appropriate venting to prevent undesirable pumping losses. It also seals the jackshaft bearing and gerotor pocket from leaks.
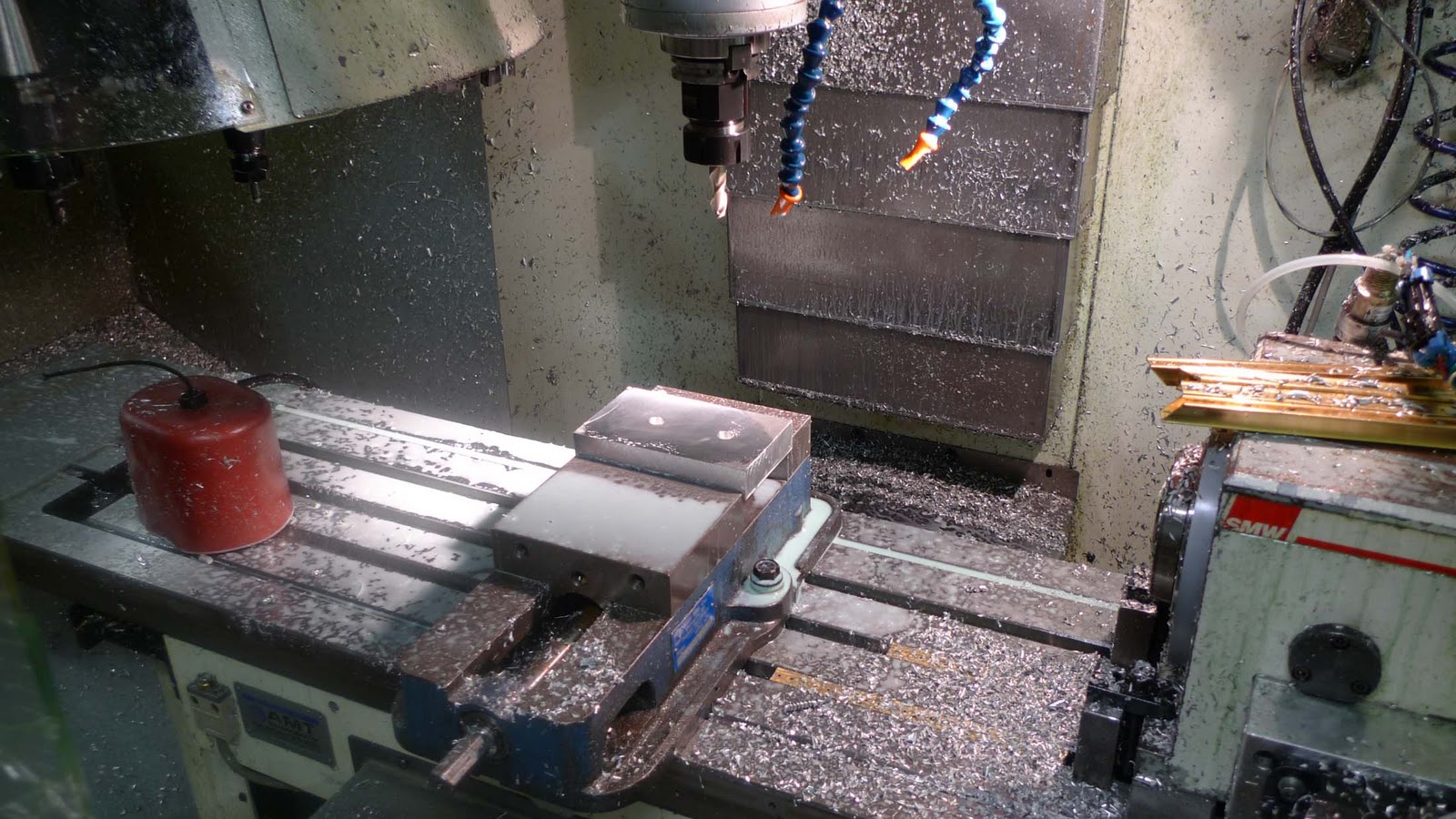
The machining process is a repeat of the technique used so far: machine the functional side of the part from an appropriately sized billet, trim the excess off with the bandsaw, then machine soft jaws, flip the part and machine the external surfaces.
Here’s the billet being held in the vice prior to machining:
Here’s the part after the first machining operation:

The large boss/pocket on the left side of the part matches up with the porting in the girdle casting to provide a leak-proof path through the gerotor.
From here I machined soft vice jaws to hold the part from the 2 circular bosses then faced and pocketed the external surfaces as needed.

Repeat as needed and I ended up with 3 finished parts that look great and are all well within tolerance:

That’s all for now. The next installments will be on machining the crankshaft cam drive sprocket teeth and some more of the engine side covers.
Until next time……

Nice Blog. Thank you for sharing and I want to share information about Pump Express which is a Stocking distributor and national service center for the world's leading manufacturers of industrial pumps and pump parts.