
I managed to stay late and squeeze in some more machining to finish up the generator cover. After ending the last post with the first setup finished I then machined a simple fixture plate to locate on the interior features of the part. it used the stator mounting bolts and a couple of mounting holes with dowel pins to keep the part accurately aligned with the previous operation.
Second operation fixture plate:

Loaded in the mill with a part installed:

After rough machining:

With it’s brothers:
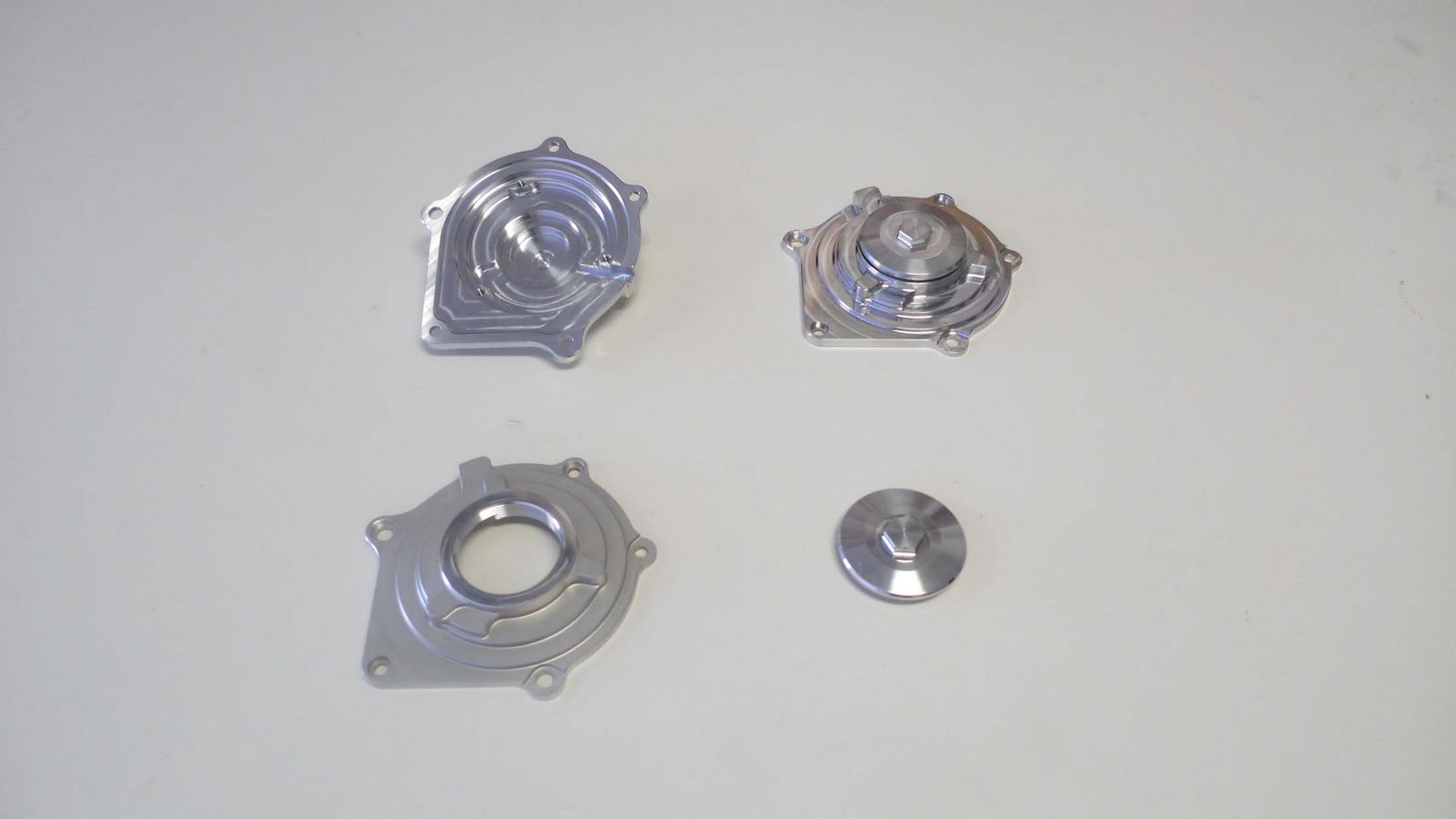
I gave one a light glass bead blasting to reduce the reflectivity of all the shiny machined surfaces. The result looked great:

The round cap part has M50x1.25 metric threads that were made on a lathe with a normal threading cycle, like most externally threaded parts. The cover part then needed an internal M50x1.25 thread which would need a special M50x1.25 tap, which would be very expensive, or I could make the thread using a thread mill, which is the option we used. Thread milling uses a 60 degree V-shaped cutter that is moved in a helical path that corresponds to the thread profile. If everything is done properly you end up with a very clean and accurate thread without the need for a tap.
Here’s a video of the thread milling operation. It is done 3-4 times with an incrementing depth of cut and a small finish path.
These parts are now finished and the next step is to make the gerotor pump and bearing shaft cover. Look for a post sometime next week for more.
Until next time.
