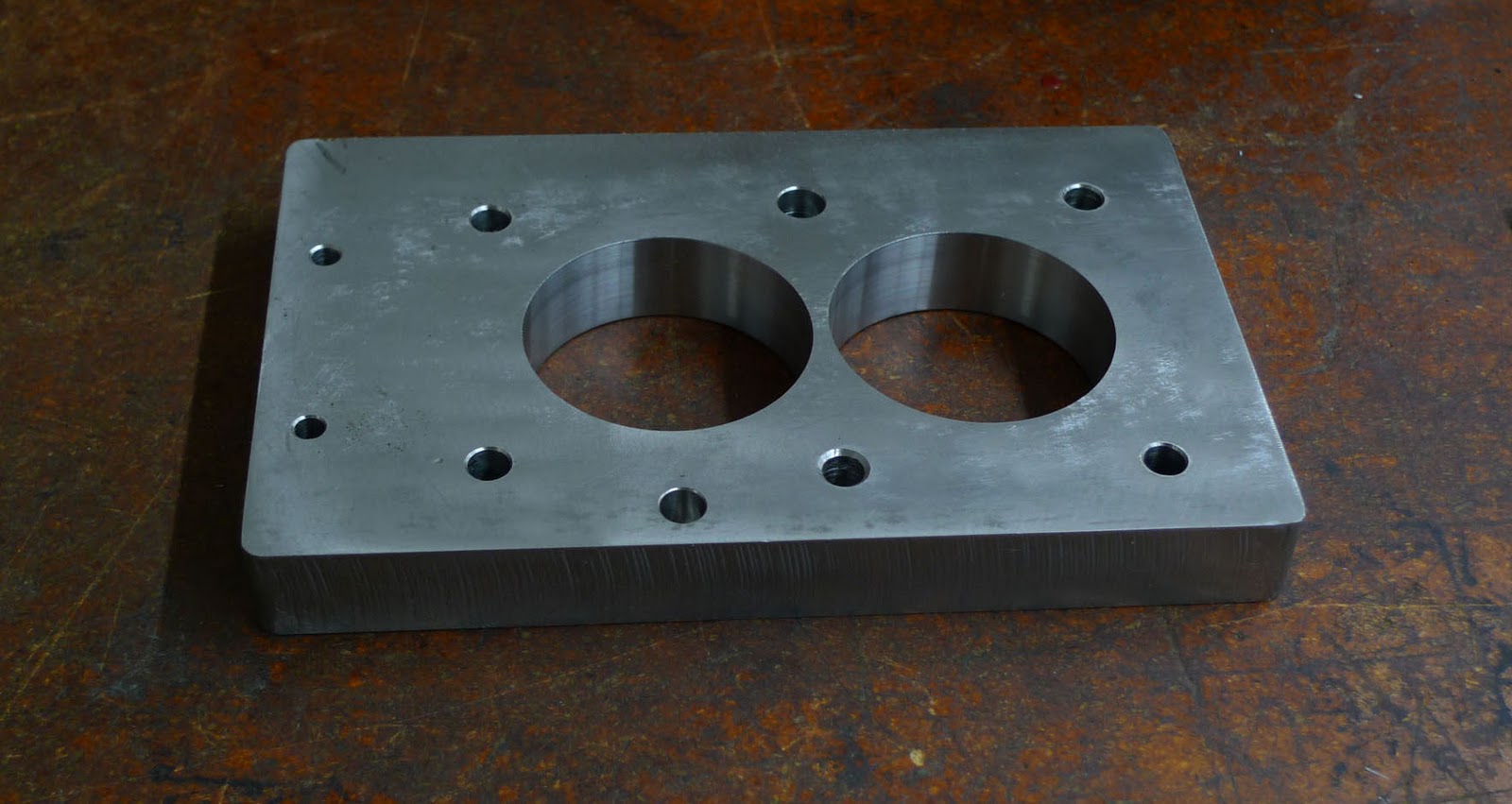
I was able to get at Peter’s mill for a bit last night and did the machining on the torque plate. This part is used during the final cylinder honing process to simulate the distortion of the bore caused by the cylinder head bolt forces. It is useless to create a perfectly circular bore if you are then going to distort it with clamping forces. This procedure creates a more accurate simulation of real world use during the bore process that results in an out of round cylinder when unclamped that shifts to round as it is clamped. I’ve heard that extreme tech engines like F1 do the honing process with a torque plate while the block is heated with hot water to even more closely replicate actual operating conditions. I’ll have to see what MT thinks about this one!
The part started with a piece of 1″ thick 304 stainless steel plate that was waterjet to a rough profile by North Eastern Water Jet. Andre of NEWJ is always very helpful in suggesting material they already have in stock to shorten lead time and reduce cost. The cost of the waterjet cut blank from NEWJ was less than a comparable piece of stock from the local supply house and saved me from having to hog out the majority of the cylinder bore.
The machining of the bores and screw/dowel holes was uneventful. The part is now nearly finished. The last issue is that the mill finish on the top of the material is not fine enough to clamp on the head surface without marring the aluminum casting. To fix this the part needs to be surface ground to a 8 microinch finish. I’ll bring the part to a local vendor,
Garden State Precision, who has the equipment and expertise necessary to do the job properly. I’ll drop it off in a day or 2 and since this is not a rush pick it up in a week or 2.
While I am at GSP they will also do another small grinding job, thinning the crescent-shaped crankshaft thrust bearings.
The crank bearings are from a ZX10R. The journal bearings are to be used unmodified but the thrust bearing is slightly too thick to fit into my crank design. Instead of having a full-on special made, which is expensive and time consuming, I will have these stock bearings ground from the backside to the appropriate thickness. Inexpensive and just as effective. I’ll have them grind matched sets in .0005 increments to allow me to dial in the desired crankshaft end float.
Coming up is the crankshaft rod journal machining. Hopefully in a few days but you know how it goes!
Until next time,
Chris