
Seems like we were here a couple of months ago!
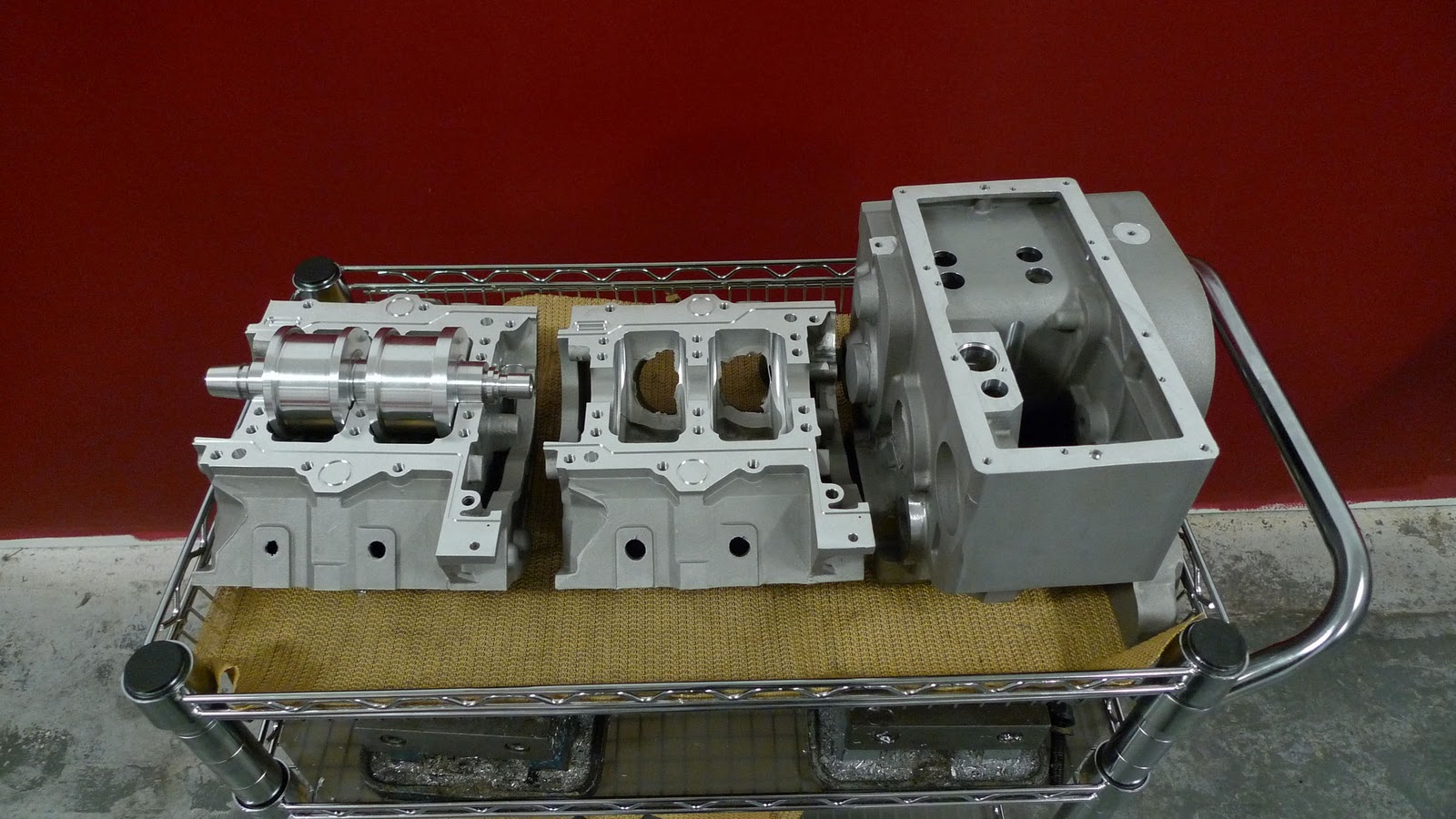
Once all the programming and fixturing is done making multiples is fast! That’s the beauty of sand casting and CNC. Minimal material removal yet still a complex multifunctional part for a reasonable cost. The first operation on the 3 new parts ran smoothly. The crankshaft blanks nests nicely in the journal area.
Now I have to tear down the mill setup and reinstall the trunnion, dial it in, and run the remaining 4 axis programs. If those run with no problems the two upper crankcase parts will be sent off to Millennium Plating for NSC plating and honing. I’ll send the J&E pistons with the castings so that Millennium can mic the actual pistons and get the piston to wall clearance dead accurate.
One task before plating is to finish machine and surface grind the stainless steel torque plate. This will be bolted to each individual cylinder bank to simulate the head clamping forces during the final honing process.
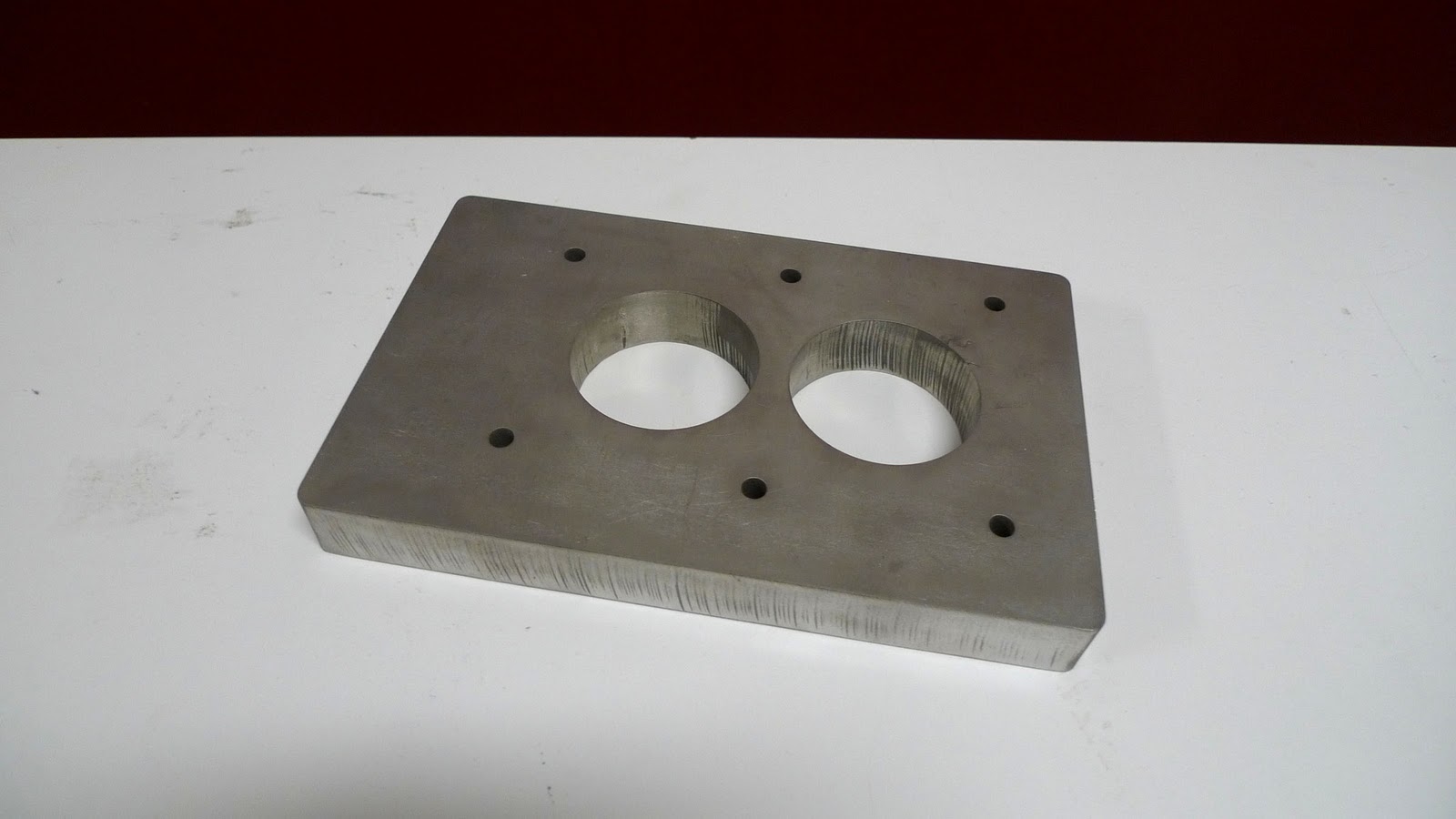
When an engine is final assembled and you tighten the head bolts the cylinder walls distort slightly from round. This is bad for piston ring seal so a the use of a torque plate simulates the distortion of clamping so that the cylinder wall is honed to a round shape in a condition close to actual running conditions.
That’s all for now. Hopefully I’ll have the balance of the machining done sometime this week.
