
I heard back From Harbor Castings and it will be about a 2-3 week turnaround for my parts. In the meantime the machining fixtures need to be made. Part of the design process is having a decent understanding of how any given part will be made.
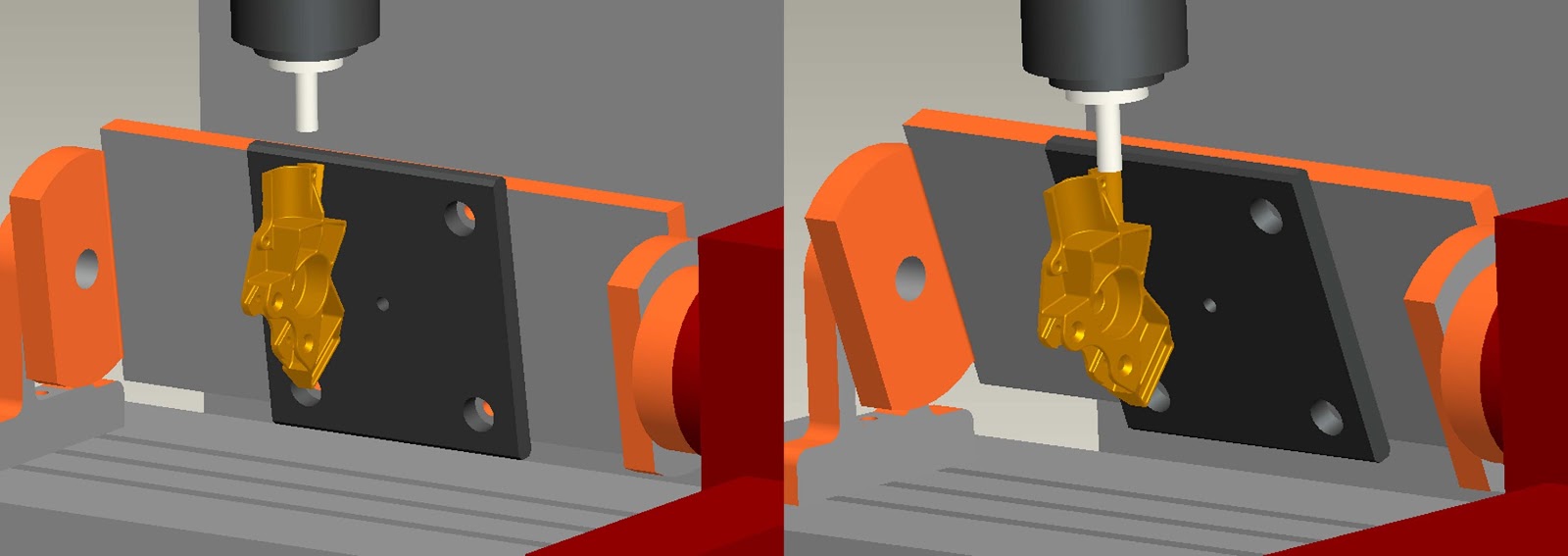
In the case of the two swingarm pivot members I knew that the part was a casting and would require a decently complex fixture to hold properly. I knew from experience that the trunnion and baseplate technique works extremely well so would use that as a basis. Knowing what surfaces need to be machined led to a part orientation like this:

It may seem counter-intuitive to not lay the part down but the needing access to the top and bottom of the part and the two pockets for the main frame spar tubes dictate this placement. It allows easy positioning into these orientations for a simple contour operation to create the pockets and unrestricted access to the front and back of the part:
The next step is to put a big block of material around the part:

And cut it away with that ever-sharp unbreakable end mill of 3D CAD. Michelangelo was on to something when he said that inside every block of material is a shape that needs to be set free. I think he was the first machinist, among other things.

Then add in some fixture points and clamping screws and voila, a useable fixture:

The purple part is an alignment pin, the small red screws are clamping pins that hold the part, and the big red screws are structural members that close the open end of the ‘U’ shaped fixture. These 2 screws add a lot of stiffness to the overall structure and the complete assembly should allow accurate one-setup machining.
I went through the same process for the chain side part and ended up with the following arrangement:

Here’s the donor material that will become these parts:

I am pretty busy with work these days but hope to get to these before the castings get back to me. For the ADV members in our viewing audience that work I need to get done is 2WD stuff!
Chris

'…that ever-sharp unbreakable end mill of 3D CAD.'
This is hilarious because it is sooo true! In my limited CNC use, I've been through way too many end-mills.
A little off topic, but… what are you going to use for engine control, ecm-wise? Any special calibration tricks planned (cylinder pressure/combustion analysis??), or do you tune more to rider feedback?
-Billy
Damn reality always getting in the way!
Currently I am planning on using a Magneti Marelli SRT-EDL ECU but that is not carved in stone. Other options are the BSB spec unit (but Motec is currently only selling that to BSB teams) and the MotoGP spec ECU but I don't think the software will be available as it is series specific. I need something that is manageable to start out yet sophisticated enough to grow into. We'll start by bench tuning it then use a lambda sensor to make adjustments for on-track and rider-specific behavior.