
After a couple of weeks of turning these

into a bunch of these

and a lot of this

the lathe is open and I am more than ready to make some bike parts!
Today we’re making the blank for the input shaft primary drive gear.

This is the large spur gear that the clutch basket bolts to. It meshes with the crank drive gear which is machined directly onto one of the circular crank counterweights. This is a highly loaded part and therefore made from the same 4340 material that the crankshaft is made from. The plasma nitriding hardening used to harden/strengthen the tooth surface is the same process used for hardening the crankshaft plain bearing journals. Due to the higher surface stresses encountered by the gear tooth the part will be left in the plasma nitriding chamber for a longer time which creates a deeper layer of hard material.
The process will start with round blanks sliced from a 7 1/2″ diameter bar. The material was sourced from Grammer Dempsey & Hudson, a ferrous metal (steel) supplier located close by in Newark, NJ. They are old school to the point that they don’t have a website!
Here’s a few blanks of material are ready for the first and second lathe operations:

After machining soft jaws to the appropriate diameter the stock can be held in the 3 jaw hydraulic chuck. Soft jaws are replaceable clamping jaws that can be easily machined to hold a specific part diameter or profile.

I then ran the first lathe program which cut the clutch basket mounting face and pilot, the needle bearing bore, and the outer diameter that the gear teeth will be formed from. Machining all the crucial features in one setup ensures a high degree of accuracy. Since this part is responsible for the transfer of all the engine power from the crank to the transmission accuracy is essential to minimize frictional power loss.

After machining several parts I then recut the soft jaws (they are replaceable once cut down as far as the mounting bolts) to hold the part by the newly machined outer diameter in order to clean up the back face of the part.

The back face machining is for weight reduction only so accuracy requirements are much lower than for the front functional surfaces but I still take care to minimize reclamping errors..

Repeat a few times and we have enough for a first run of engines:
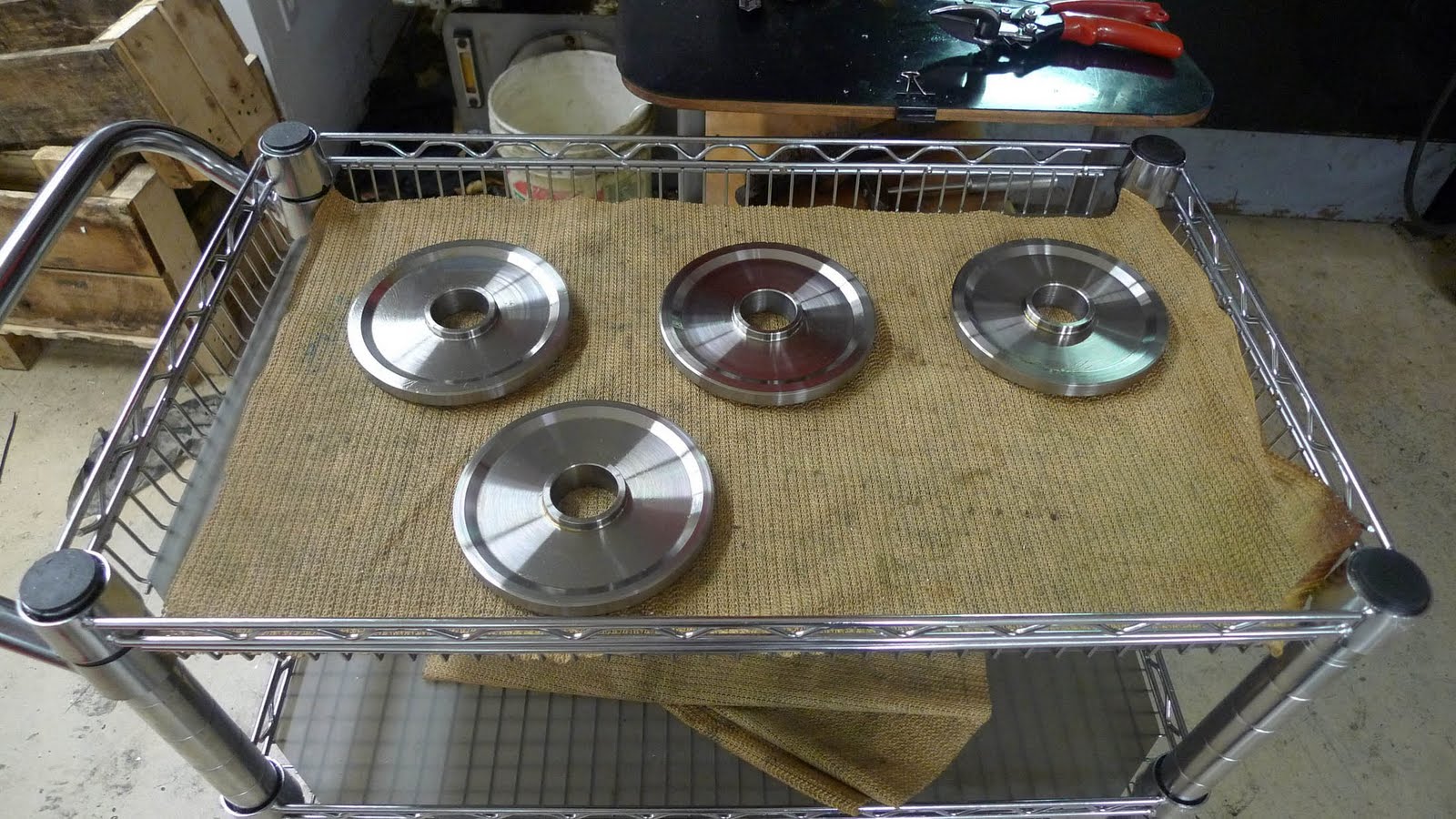
The part now needs one mill operation to create weight reduction pockets and the clutch basket mounting holes. I should have some time this week to do that.
